





If you are a fabricator, one of the last things on your list is ordering the gaskets. If you are an Engineer, the last thing on your list is specifying gaskets. If you are an owner and you hare having a problem sealing flanges, the number ONE thing on your mind is gaskets.
Many times, they look like a sheet of paper. They can have metal or graphite rings. They can be carbon steel or stainless steel. They can be big or small. But if you don’t have them, it is a tough life in the refinery, chemical plant or in the field.
The cost of leaky joints in industry today is staggering. Out-of-pocket costs run into billions of dollars annually in lost production, waste of energy, loss of product and, most recently, impact on the environment. These problems are increasing, not decreasing. It behooves all of us to consolidate our knowledge and experience to solve or at least minimize these problems. Too often we find insufficient time and attention has been given to:
- Proper design of flanged joint;
- Installation procedures; and,
- Selection of the optimum gasket material required to solve a particular sealing problem.
We will endeavor to outline those areas we believe to be essential in a properly designed, installed and maintained gasketed joint.
We believe most people involved with the design, installation, and maintenance of gasketed joints realize that no such thing as “zero” leakage can be achieved. Whether or not a joint is “tight” depends on the sophistication of the methods used to measure leakage. In certain applications the degree of leakage may be perfectly acceptable if one drop of water per minute is noted at the gasketed joint. Another requirement is that no bubbles would be observed if the gasketed joint was subjected to an air or gas test underwater. A still more stringent inspection would require passing a mass spectrometer test. The rigidity of any test method would be determined by:
- The hazard of the material being confined;
- Loss of critical materials in a process flow;
- Impact on the environment should a particular fluid escape into the atmosphere; and,
- Danger of fire or of personal injury.
All of these factors dictate proper attention must be given to:
- Design of flange joints or closures;
- Proper selection of gasket type;
- Proper gasket material; and,
- Proper installation procedures.
Care in these areas will ensure that the best technology and planning goes into the total package and will minimize operating costs, pollution of the environment and hazards to employees and the general public.
Gasket Selection
Section One: Non-Metallic Gaskets
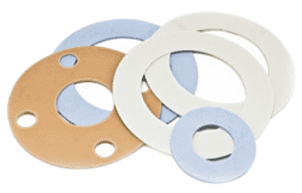
A “Soft Gasket” material is a term used when referring to a gasket material that is easily compressed under a low bolt load. This term has been used to distinguish the difference from a metallic gasket. A soft gasket material can be selected from a large variety of elastomers, compressed non-asbestos, PTFE, flexible graphite and high temperature sheet products. Soft gaskets are used in a wide range of applications such as for pipe flanges, heat exchangers, compressors and bonnet valves, to name just a few. Soft gasket material can be purchased in a variety of cut shapes or be provided in sheet or rolls.
Shown below are some of the more common soft gasket materials:

- Elastomeric and Fiber Sheet
- Compressed Non-Asbestos Sheet
- Virgin / Glass-Filled / Reprocessed PTFE Sheet
- Biaxially Orientated (Filled) PTFE Sheet
- Expanded PTFE Sheet
- PTFE Joint Sealant
- PTFE Envelope Gaskets
- Flexible Graphite Sheet
- Mica Sheet
- Ceramic Fiber
Elastomers
An Elastomer is a polymer with the physical property of elasticity. Elastomer is a term derived from elastic polymer, which is often used interchangeably with the term rubber. Each of the monomers which link to form the polymer is usually made of carbon, hydrogen, oxygen and/or silicon. Elastomers are usually thermosets requiring a curing process involving heat and the addition of sulfur or other equivalent curatives. In addition, elastomers might also be thermoplastic.
SBR (Styrene-Butadiene)
SBR is a synthetic rubber that has excellent abrasion resistance and has good resistance to weak organic acids, alcohols, moderate chemicals and ketones. It is not good in ozone, strong acids, fats, oils, greases and most hydrocarbons. Its temperature range would be from approximately -65°F to 250°F (-54°C to 121°C).
CR-Chloroprene (Neoprene)
Chloroprene is a synthetic rubber that is suitable for use against moderate acids, alkalies and salt solutions. It has good resistance to commercial oils and fuels. It is very poor against strong oxidizing acids, aromatic and chlorinated hydrocarbons. Its temperature range would be from approximately -60°F to 250°F (-51°C to 121°C).
Buna-N/Rubber (Nitrile, NBR)
Buna-N is a synthetic rubber that has good resistance to oils and solvents, aromatic and aliphatic hydrocarbons, petroleum oils and gasoline over a wide range of temperature. It also has good resistance to caustics and salts but only fair acid resistance. It is poor in strong oxidizing agents, chlorinated hydrocarbons, ketones and esters. It is suitable over a temperature range of approximately -60°F to 250°F (-51°C to 121°C).
EPDM (Ethylene Propylene)
This synthetic material has good resistance to strong acids, alkalies, salts and chlorine solutions. It is not suitable for use in oils, solvents or aromatic hydrocarbons. Its temperature range would be between -70°F to 350°F (-57°C to 177°C).
Fluorocarbon (Viton®)
Fluorocarbon elastomer has good resistance to oils, fuel, chlorinated solvents, aliphatic and aromatic hydrocarbons and strong acids. It is not suitable for use against amines, esters, ketones or steam. Its normal temperature range would be between -15°F to 450°F (-26°C to 232°C).
Chlorosulfonated Polyethylene (Hypalon®)
Hypalon® has good acid, alkali and salt resistance. It resists weathering, sunlight, ozone, oils and commercial fuels such as diesel and kerosene. It is not good in aromatics or chlorinated hydrocarbons and has poor resistance against chromic acid and nitric acid. It’s normal temperature range would be between -50°F and 275°F (-46°C and 135°C).
Natural Rubber
Natural rubber has good resistance to mild acids and alkalis, salts and chlorine solutions. It has poor resistance to oils and solvents and is not recommended for use with ozone. Its temperature range is very limited and is suitable only for use from -70°F to 200°F (-57°C to 93°C).
Silicones
Silicone rubbers have good resistance to hot air. They are unaffected by sunlight and ozone. They are not, however, suitable for use against steam, aliphatic and aromatic hydrocarbons. The temperature range would be between -65°F to 500°F (-54°C to 260°C).
Vegetable Fiber Sheet
Vegetable fiber sheet is a tough pliable gasket material manufactured by paper making techniques utilizing plant fibers and a glue-glycerin impregnation. It is widely used for sealing petroleum products, gases and a wide variety of solvents. Its maximum temperature limit is 250°F (121°C). If a more compressible material is required, a combination cork-fiber sheet is available. The cork-fiber sheet has the same maximum temperature limitation as the vegetable fiber sheet. Note: Viton® and Hypalon® are registered trademarks of DuPont.
Compressed Non-Asbestos
Early efforts to replace asbestos resulted in the introduction and testing of compressed non-asbestos products in the 1970’s. Many of these products have seen extensive use since that period; however there have been enough problems to warrant careful consideration in choosing a replacement material for compressed asbestos. Most manufacturers of non-asbestos sheet materials use synthetic fibers, like aramid or Kevlar®, in conjunction with an elastomeric binder. The elastomeric binder makes up a larger percentage of this sheet and thereby becomes a more important consideration when determining applications.
Note: Kelvar® is a registered trademark of DuPont.
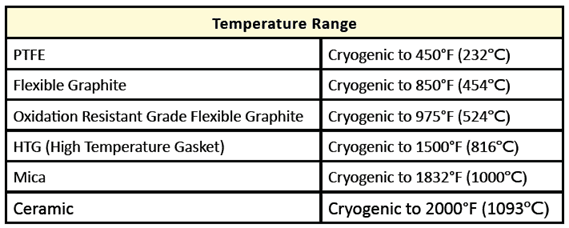
Flexible Graphite
This is an all graphite material containing no resins or inorganic fillers. It is available with or without a metal insertion, and in adhesive-back tape form. Flexible Graphite has outstanding resistance to corrosion against a wide variety of acids, alkalies and salt solutions, organic compounds, and heat transfer fluids, even at high temperatures. There are two proven metal reinforced flexible graphite laminate materials ideal for 95% of all sheet gasket applications. These gasket materials meet refinery, petrochemical and industrial service requirements.
PTFE Products
PTFE (Polytetrafluoroethylene) has emerged as the most common thermoplastic gasket material. PTFE’s outstanding properties include resistance to temperature extremes from cryogenic to 450°F (232°C) (for virgin material). PTFE is highly resistant to chemicals, solvents, caustics and acids except free fluorine and alkali metals. It has a very low surface energy and does not adhere to the flanges. PTFE gaskets can be supplied in a variety of forms; either as virgin or reprocessed material, and also with a variety of filler material. The principal advantage in adding fillers to PTFE is to inhibit cold flow or creep relaxation.
High Temperature Sheet Products
MICA
Mica sheet is a readily processible form comprised of a high percentage of mineral held together with small amount of silicon binder. Its lamellar and non-fibrous structure, together with the low ratio of binder allows for a significant reduction of weight loss at elevated temperatures, and especially when compared to other high temperature compositions. It resists a wide array of chemicals and is unaffected by water, acids, bases, solvents and mineral oils. Mica sheet is used in automobile exhaust manifolds, gas turbines, gas and oil burners, heat exchangers and other bolted flanged connections.
Ceramic Fiber
Ceramic fiber is available in sheet or blanket form and makes an excellent gasket material for hot air duct work with low pressures and light flanges. It is satisfactory for service up to approximately 2000ºF (1093ºC). Ceramic material is also used as a filler material in spiral wound gaskets.
Section Two: Semi-Metallic Gaskets
Semi-Metallic gaskets are designed to feature soft, pliable sealing materials – which enhance the tightness of the assembly with lower overall load requirements when compared to full metallic gaskets. They are most popular due to this configuration, and are available in a wide variety of styles and sizes. They can typically be fabricated of any metal which is available in thin strip or sheet, and which can be welded. Therefore, they can be used against virtually any corrosive medium dependent upon the choice of the metal and filler/facing material. Additionally, they can be used over the complete temperature range from cryogenic to approximately 2000ºF (1093ºC). Semi-metallic gaskets can generally be used in pressures ranging from vacuum to those seen in ASME B16.5 standard 2500 pressure class flange ratings. They are resilient and, as a consequence, can compensate somewhat for flange movement that may occur due to temperature gradients, variations of pressure and vibration. Following are the most common filler / facing materials for semi-metallic gaskets:
Spiral Wound Gaskets
Spiral wound gaskets have become extremely popular due to the wide variety of available styles and sizes. Spiral wound gaskets can be fabricated of any metal which is available in thin strip and which can be welded; therefore, they can be used against virtually any corrosive medium dependent upon the choice of the metal and filler. They can be used over the complete temperature range from cryogenic to approximately 2000ºF (1093ºC). This type of gasket can be used in all pressures from vacuum to the standard 2500 pressure class flange ratings. Spiral wound gaskets can also be manufactured with variable densities, i.e. relatively low density gaskets for vacuum service up to extremely high density gaskets having a seating stress of approximately 30,000 psi (207 MPa). The softer gaskets would require a seating stress in the range of 5,000 psi (34 MPa).
Variable Density
Spiral wound gaskets are manufactured by alternately winding strips of metal and soft fillers on the outer edge of winding mandrels that determine the inside dimensions of the wound component. In the winding process, the alternating plies are maintained under pressure. Varying the pressure during the winding operation and/or the thickness of the soft filler, the density of the gasket can be controlled over a wide range. As a general rule, low winding pressure and thick soft fillers are used for low pressure applications. Thin fillers and high pressure loads are used for high pressure applications. This, of course, would account for the higher bolt loads that have to be applied to the gasket in high pressure applications. In addition to all these advantages of the spiral wound gasket, they are relatively low cost.
Available sizes and Thicknesses
Spiral wound gaskets are available in thicknesses of 0.0625” (1.5 mm), 0.100” (2.5 mm), 0.125” (3 mm), 0.175” (4 mm), 0.250” (6.4 mm), and 0.285” (7 mm). The chart below indicates the size range that can normally be fabricated in the various thicknesses along with the recommended compressed thickness of each and the maximum flange width.
Flange Surface Finish
Use of spiral wound gaskets gives the designer and the user a wider tolerance for flange surface finishes than other metallic gaskets. While they can be used against most commercially available flange surface finishes, experience has indicated that the appropriate flange surface finishes used with spiral wound gaskets are as follows:
- 125 to 250 AARH optimum
- 500 AARH maximum

Section Three: Metallic Gaskets
Ring Type Joint (RTJ) Gasket
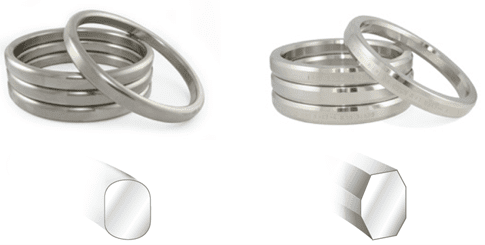
Ring joint gaskets come in two basic types, an oval cross section and an octagonal cross section. These basic shapes are used in pressures up to 10,000 psi (64 MPa). The dimensions are standardized and require specially grooved flanges. The octagonal cross section has a higher sealing efficiency than the oval and would be the preferred gasket. However, only the oval cross section can be used in the old type round bottom groove. The newer flat bottom groove design will accept either the oval or the octagonal cross section. The sealing surfaces on the ring joint grooves must be smoothly finished to 63 micro inches and be free of objectionable ridges, tool or chatter marks. RTJ assemblies seal by an initial line contact or an edging action as the compressive forces are applied.
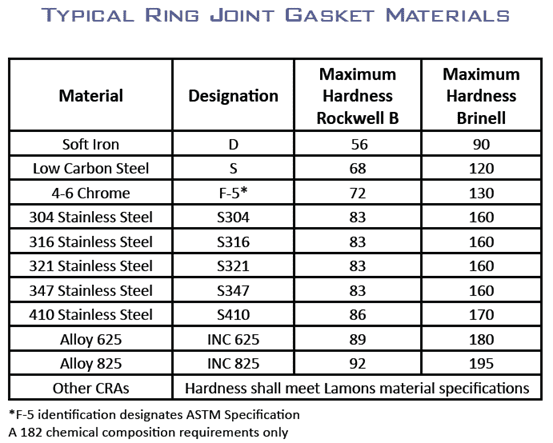
The hardness of the ring should always be less than the hardness of the flanges to prevent flange deformation. Dimensions for standard ring joint gaskets and grooves are covered in ASME B16.20 and API 6A, API 17D and ASME B16.5/B16.20.
References: (1) ASME Section VIII Division1 Code – 2015 Edition
This is presented to you as a service from BOARDMAN, LLC located in Oklahoma City, Oklahoma.
Since 1910, Boardman has been a respected custom fabricator. We take pride in our ability to take the most stringent specifications and requirements to provide a high quality solution to our customers. With more than 75 years of ASME Section VIII, Division I engineering experience, we have the unique ability to provide custom solutions to our customers.