




Understanding what is required for boiler and pressure-vessel manufacturers can help scheduling and cost assessments
Pressure vessels are common in the chemical process industries (CPI) and they range widely in size and complexity. Process engineers may be tasked with inspecting a new pressure vessel or with witnessing hydrostatic testing of a vessel. In addition, engineers could be asked to witness repairs or alterations to a pressure vessel already in service, during day-to-day process and maintenance operations. Included within these tasks is the requirement to develop a maintenance, repair or alteration schedule for the pressure vessel job and to determine the associated cost.
Establishing a clear understanding for process engineers of the requirements placed on pressure vessel manufacturers by the ASME (American Society of Mechanical Engineers; New York) Boiler & Pressure Vessel Code (ASME BPV, or the Code) and the National Board of Boiler and Pressure Vessel Inspectors (NB; Columbus, Ohio) will avoid confusion and enable an accurate assessment regarding schedule and economic costs. This article is intended to explain the fundamental requirements of pressure vessel construction to which vessel manufacturers, or qualified certificate holders, must adhere. This includes requirements within their own organizations, as well as those stipulated by ASME and the National Board.
The requirements are outlined in the vessel manufacturer’s quality control manual, a document that manufacturers must develop and publish for review by the National Board and by authorities in their local jurisdiction.
Historical Origins
The foundation of the boiler and pressure vessel code lies with ASME. The development of the Code was in response to a boiler explosion at the R.B. Grover Co. in Brockton, Mass. in 1905. In 1907, the State of Massachusetts enacted the first legal code of rules for the construction of steam boilers. The State of Ohio would follow with similar legislation in 1908. In 1915, the ASME released its first draft of the 1914 edition of ASME Rules for Construction of Stationary Boilers and for Allowable Working Pressure.
Quality Control
A manufacturer who wants to fabricate pressure vessels in accordance with the ASME BPV must obtain a contract with an authorized insurance agency and develop a written quality control (QC) program for its manufacturing operation. An authorized insurance agency (AIA) is one that has been licensed or registered by the appropriate authority of a state to write boiler and pressure vessel insurance and that can provide all inspection services required by each local jurisdiction. The AIA works with the manufacturer to develop a quality control program that meets the requirements of the ASME BPV code. Appendix 10 of the BPV Code is a mandatory appendix that outlines the content that pressure vessel manufacturers must include in the quality control manual.
An authorized inspector (AI) is an NB-commissioned inspector who has met the educational and experience requirements of the National Board, successfully completed the NB Commission Examination, and who has agreed to comply with the requirements of the jurisdiction wherein the inspector is performing inspections. The AI must be employed as a boiler inspector by a jurisdiction, an AIA, or an owner-user inspection organization. Requirements regarding education and experience that an individual must have to become a commissioned inspector can be found on the NB website.
Using the rules and philosophy of the Code, the manufacturer and the AIA ensure the vessel is designed and fabricated with quality and safety for the general public.
QC Manual Requirements
The Code clearly defines the quality control (QC) program as a system that suits the circumstances of the manufacturer. Since each manufacturer has projects varying in size and complexity, their quality control program should reflect such efforts.

The Code does not intend to encroach on the manufacturer’s right to alter its organizational scheme.
Drawings, design calculations and specification control.
The manufacturer must provide the procedures that will ensure that the latest applicable drawings are being used in the shop and that the design calculations and material specifications are in accordance with the latest edition and addenda of the Code. The manual must ensure that drawings and calculations are reviewed for accuracy and for compliance with the Code. The person responsible for this within the manufacturer’s organization will also have to review these documents with the AI, who will assign desired inspection points throughout the fabrication process.
The manufacturer may accept calculations prepared from others, provided that these provisions are outlined in the quality control manual. For example, the quality control manual can have a provision for accepting calculations from another entity, but may require the calculations be sealed by a registered professional engineer who is experienced with the boiler and pressure vessel code. It is the manufacturer’s responsibility to ensure that the calculations meet the requirements of the Code. There should be a provision in the manual for control of fabrication drawings on the shop floor. The manufacturer needs to ensure that a procedure exists for collecting old revisions of shop drawings and distributing new revised shop drawings. The method of handling design changes for calculations and specifications, such that the AI can review and verify these changes, must be stated in the manual.
Material control.
The manufacturer must have a system implemented to ensure that only acceptable materials are being utilized in the fabrication of a vessel. The quality program shall have a receiving process to verify that the material received meets the specifications of what was ordered and meets the requirements of the Code.
Examination and inspection
This section is the core of the quality control program, outlined by the manufacturer. In this section, the manufacturer should describe all functions of examinations, tests and inspections from the time the material is delivered to the shop until the vessel is certified and shipped to the customer. The following represents the elements of this section.
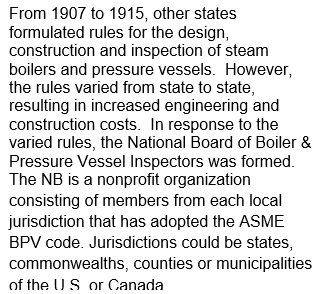
Correction of nonconformities.
Nonconformities are inherent in any vessel fabrication process (Figure 1). Two types of nonconformities are commonplace: those found during fabrication and those found in material. A nonconformity is defined by the Code as any condition that does not meet the applicable rules of the particular division under which the vessel is manufactured. The vessel manufacturer shall have a system in place to identify and correct nonconformities. The manufacturer will use hold tags to identify nonconforming materials and a nonconformance report, which must be filed until the matter can be taken into disposition with the authorized inspector.
Welding.
All welders used in the fabrication of pressure vessels must be qualified in accordance with the ASME BPV Code, Section IX. The manufacturer needs to have a written procedure for qualifying and testing welders and welding procedures and a written procedure for the purchase, receiving and storage of all welding consumables should be included (Figure 2).
Nondestructive examination (NDE).
Boiler and pressure-vessel manufacturers are required to have in place a written procedure for assuring all nondestructive examination personnel are qualified in accordance with the Code. Manufacturers must distinguish those NDE procedures that will be performed in the shop from those NDE procedures that will be performed by a qualified third-party facility. When a third-party facility is subcontracted, the manual must designate who within the manufacturer’s organization will verify whether the subcontractor meets the qualifications and requirements of the Code. For nondestructive examination processes within the manufacturer’s organization, the manufacturer must provide sufficient evidence that all nondestructive examination personnel and procedures meet the requirements of the Code.
Heat treatment.
Due to certain design conditions and materials of construction, heat treatment may be required. Since most manufacturers do not have heat treatment capabilities, the process may be subcontracted. As a result, the manufacturer will need to provide an explanation of the methods used for heating, cooling, metal temperature measurement and temperature control.
Calibration of measurement and test equipment.
Manufacturers need to have implemented a process for documenting the frequency and identification of all calibrated measurement and test equipment. The quality control manual should provide an explanation of the use of the hydrostatic test gage and the hydrostatic master gage.
Records retention.
The ASME Code requires the manufacturer to maintain records for a minimum of three years for vessels fabricated under Div. I and II. This includes: manufacturer’s partial data reports; manufacturing drawings, design calculations; material test reports and material certifications; welding procedure specifications (WPS) and procedure qualification records (PQR); welders qualification records; ultrasonic testing (UT) and radiographic testing (RT) reports; repair procedures and records; process control sheets; heat treatment records and test results; postweld heat treatment records, nonconformances and dispositions and hydrostatic test records.
Sample forms.
These are the forms used by the manufacturer in the fabrication of the vessel. They typically include welder’s log records, traveler sheets, non-conformance tags and so on. Sample forms should be displayed in an appendix in the quality control manual, along with an explanation of their use. These forms ensure the AI that the manufacturer is organized and has established good procedures.
Inspection of vessels and parts.
Inspection of the vessel and its associated parts must be performed by the inspector throughout the fabrication process. The quality control program shall make the manufacturer’s fabrication facilities and a copy of its quality control manual available to the AI. The manufacturer’s quality control manual should clarify that all drawings, calculations, process sheets, check lists and any other quality control records shall be made available for the AI’s review.
Upon receipt of a purchase order to construct a vessel, the manufacturer will assemble a file or project notebook that tracks, in sequence, each stage of the manufacturer’s design and fabrication process. The file should include a traveler, calculations, a weld map, material test reports (MTRs), receiving reports, NDE reports, non-conformance reports and vessel fit-up (initial assembly of vessel components with tack welds) inspections for shells, heads and nozzles.
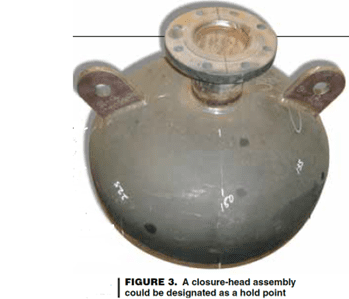
For smaller vessels with small inspection nozzles, it is not uncommon for the AI to place a hold point on the closure head of the vessel (Figure 3). This gives the inspector the ability to inspect the inside of the vessel while it is more accessible.
If the AI has assigned hold points to items such as vessel fit-ups or inspection of root welds, then he or she can elect to waive the hold point verbally. This verbal waiver should be documented on the traveler. If the AI has concerns with the manufacturer’s ability to satisfactorily follow its own quality control program, the AI can have the manufacturer stop production on that vessel until it can be inspected. The AI cannot waive hydrostatic testing, application of the data plate, application of the Code stamp or the manufacturer’s data report.
INSPECTOR REVIEW
The vessel calculations and drawings are the first items to be reviewed by the AI. The manufacturer’s engineering department will perform the calculations and create the drawings. It is the quality control manager’s responsibility to interact with the engineering department to confirm that the design meets the requirements of the Code and to check the calculations for accuracy. Depending on what is suitable to the manufacturer, the AI will request a review of the calculations and drawings prior to procurement of material. During this review, the AI is looking to see if the calculations are performed in accordance with the philosophy of the Code.
The AI is not responsible for checking the calculations for correctness or accuracy. This is a common misconception among engineers in the CPI. Section UG-90(b) of the Code states that the AI is to verify that the applicable design calculations are available. It is the responsibility of the manufacturer and the AI to agree on the method used to generate calculations.
Another misconception has to do with the validation of computer software. Per Code Interpretation VIII-1-86-64, computer-generated calculations from specialized computer software do not require documentation to validate their accuracy. Validation of the computer software is preferred, but is not a requirement. However, some authorized insurance agencies will require validation of the software.
During the drawing review, the AI is looking for the following: basic dimensional information on the vessel; material of construction; operating temperature; maximum allowable working pressure (MAWP); degree of radiography; corrosion allowance; and a nozzle schedule. The drawing should also provide the edition of the ASME code and addenda by which the vessel is being constructed. Most data provided on equipment specifications when the project was quoted should be found on the drawing.
One additional aspect is a list of the manufacturer’s qualified weld procedures to be used. The weld procedures can be identified in numerous ways, such as in table format or identified with American Welding Society (AWS) standard weld symbols. During the review, the AI may check to see if the weld procedures listed on the drawing have been qualified by the manufacturer, and if they meet the requirements for fabricating the vessel as outlined in UW-47 of the Code. The nozzle schedule should provide nominal size, schedule thickness, flange rating, material of construction and the intended service. Some AIAs prefer to see at least one nozzle identified for overpressure protection included in the nozzle schedule.
Vessel requirements
Vessels subject to internal corrosion, erosion or mechanical abrasion are required to have inspection opening(s) per UG-46 of the Code. If the vessel is less than 18-in. I.D. and over 12-in. I.D., then the vessel must have at least two handholes, or two plugged and threaded inspection openings no smaller than 1.5 in. NPS. If the vessel is 18–36 in. I.D., then there should be either a manway, two handholes or two plugged, threaded inspection openings not less than 2 in. NPS (nominal pipe size). For vessels in excess of 36-in. I.D., there must be one manway opening, with the exception that two 4 × 6-in. handholes can be used if the vessel geometry does not permit a manway.
Nozzles attached to piping or instrumentation can be used for inspection openings as long as the openings meet the requirements for size and the nozzles are located to afford an equal view of the interior of the vessel. It is the user’s responsibility to identify the inspection openings on the vessel prior to design and fabrication.
All vessels are required to have overpressure protection in accordance with UG-125 of the Code. The relief device can be located directly on the vessel or installed within a process or utility pipeline connected to the vessel. On either account, the AIA may require identification of the nozzle that will be connected to the safety-relief device. The identification of the nozzle for safety relief is the responsibility of the user, and should be discussed internally in the context of the user’s process safety review.
Source: Pressure-Vessel Quality Control Requirements, Keith Kachelhofer, Hargrove Engineers + Constructors. Chemical Engineering, January 1, 2014
This is presented to you as a service from BOARDMAN, LLC located in Oklahoma City, Oklahoma.
Since 1910, Boardman has been a respected custom fabricator. We take pride in our ability to take the most stringent specifications and requirements to provide a high quality solution to our customers. With more than 75 years of ASME Section VIII, Division I engineering experience, we have the unique ability to provide custom solutions to our customers.
The sizes of these projects are up to 200’ in length, 350 tons, 16’ diameter and 4” thick.